- A+
无论是快走丝还是中丝以及慢丝,都可以异形加工,有些师傅还不懂啥是异形,异形就是加工一个图形里面的几个边的锥度不一样,比如一个电极,脉冲用的,加工中心有的地方不能加到,毕竟铣刀是圆的,有R角的,所有就需要线切割的清角。电极基本删都是异形,角度都不一样。所有这个时候就需要用到异形,要是用正常的锥度加工,要是遇到R角,保证割坏。。。。异形加工的话,上下R角都是一样,不会变形,,废话不多少,请看下面具体方法
1,先了解一下任何画出异形的图形。举例金典上圆下方的图形
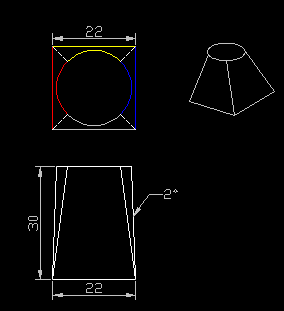
图上可以看到一个上圆,下方的图形,我已经用颜色区分看来了,
重点:
1、上下图形的线段必须一样多,(目的是程序一样多,上图是一个整圆,但是为了满足就分割为四等分,)
2,加工启点必须一个位置,
3、加工方向必须一致,(加工程序的方向不一样,会割坏工件,一般都使用逆时针)
4、必须确自己的机床加工最大锥度。(就拿这个图来说,图上标的是2度,但是你看那个尖角,明显不止,我量了下对角线5.56,5.56料高30,画一个角,大约在7度左右。)
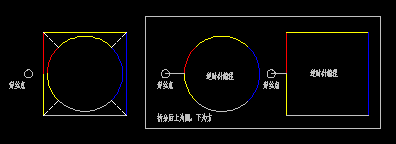
下面是拆分后的结果。
上下异形加工难懂的就是图形,其他没啥技术含量。肯定有的人认为,这个用着,自己又不会割这个了,下面举例一个图形,但边锥度,加上下R角一样,这个经常用在注塑模具上面,镶件或者滑块之类的,要是R角上下不一下,肯定会跑胶出来了。。
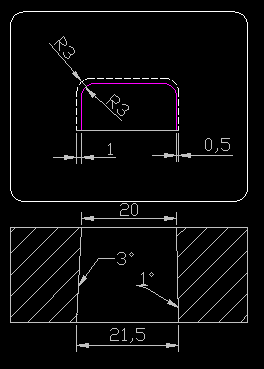
上图虚线为下口尺寸,实线为上口尺寸,上下口R角一样。这个如果慢丝,中丝,一体快丝 加工,也是分别出两个图出来,上下各一个。注意是是穿丝点必须要给锥度运行的空间,如果离上口太近,容易割坏工件。
废话不多少,下面是单板机上下异形操作步骤
图一举例,加上引线上图一共是7条指令,下图也是7条
A、上图圆形比如是1到7,起始号1,结束号7(逆时针加工)
B、下图方形比如是10到16,起始是10,结束是16(逆时针)
程序都传好了,就开始操作单板机开始设置,设置和正常割锥度一样开的锥度和角度灯。
1、设置角度方法,待命-上档-设置-角度键-正角度(X键)-输入角度-(按角度键2次)
2、设置机床高度,待命-上档-设置-高度键-正锥(X键,按高度键切换输入参数方式)-输入H1(上下导论中心距)-输入H2(工件厚度,)-输入H3(下导论中心到工件的低面的垂直距离)-H4(导论半径)-H5(最小圆弧,可以不用输入,默认为0)
注意;H1-H5通过高度键输入,H1-H4必须输入,不可少
如图:

以上设置开启后为正锥,上小下大,对应图形逆时针,
执行异形加工
(必须开启上面1-2点,异形加工开启锥度,因角度可能不一样,所有输入图书的任意角度)
待命-上档-(下图形程序起始号)-括号键-上图形程序起始号-执行键
口诀,先下后上,对应图形,下大上小,逆时针加工
以上就完成异形加工了哦




